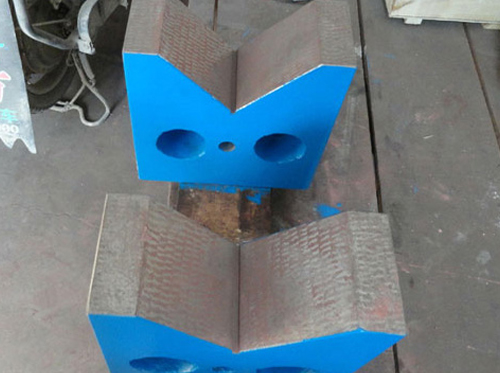
鑄鋁平臺的外表上有沙眼的話,用戶朋友們不用慌張失措,本來有規定,沙眼的大小沒超0.5毫米的話,是不影響正常使用的。如果有大的沙眼的話,鑄鋁平臺在加工的時分,我們都會給修補的。下面咱們就給客戶講一下鑄鋁平臺沙眼的修補辦法。
一、用膩子和環氧樹脂修補:有的缺點不影響使用和外觀,可不用修補。對鑄件不太重要但又有裝修意義的部位上發現的孔穴類缺點,可根據鑄件的色彩制造膩子來修補。下面幾種配比的膩子可供使用(組分含量以質量分數表示):(1)鐵粉75%,水玻璃20%和水泥5%。(2)鹵砂(氧化鎂)2.5%,水3%,鐵粉81%,硫磺11%,醋酸2.5%。(3)鑄鐵屑80%,氧化鎂粉15%~20%,用飽滿的氯化鎂溶液調成團狀。
鑄鐵平臺鑄件的非加工面和非要方位導軌上的缺點,以及油池、油箱的漏油缺點等,均可用環氧樹脂粘補劑(也稱鑄工膠)粘補。環氧樹脂粘補劑是以環氧樹脂為要原料加上增塑劑、增強劑、調色劑和固化劑制造而成。粘補時先將鑄件平臺缺點部位清潔潔凈,然后倒入粘補劑,粘補劑應高出鑄件1~2MM,再用紅外線燈烘烤2~3H,直到 固化。
二、電焊:鑄鋼件缺點選用電焊修補,焊前通常不用預熱:鑄鐵件因為焊接性很差易產生裂紋和白口,修補分冷焊和熱焊兩。冷焊法技術簡略,焊前鑄件不預熱,要用于焊補鑄件不加工外表,若鑄鐵平臺鑄件焊補后需機械加工,可選用鎳基合金焊條。選用鑄鐵焊條焊補的焊縫強度、硬度和色彩應與鑄件本體一樣,焊補后可機械加工,但焊補后易開裂。鑄鋁平臺鑄件的加工面或承受動載荷處的缺點,應選用高硅鑄鐵焊條時行熱焊。鑄件焊補前預熱到500~700攝氏度。焊補后需保溫緩冷。鑄件不易開裂,可進行機械加工。
三、氣焊:鑄鋁平臺在用氣焊焊補是使用可燃性氣體(乙炔、丙烷、氫氣等)與氧氣混合燃燒產生的熱量,使鑄件本體金屬和焊接金屬(焊條、焊絲、焊粉)熔接成一體的焊補辦法,出產中常用的是氧—乙炔焰焊焊補法。
四、浸滲修補:浸滲是將膠狀的浸滲劑進入鑄件的孔隙中,然后使浸滲劑固化與鑄件孔隙內壁連成一體,達到堵漏的意圖。
鑄鋁平臺熱處理過程:鑄鋁平臺(又稱鑄鋁平板)及床身類鑄件產品作為一種大型鑄件 要經過熱處理才能提高本身的使用性能,鑄鋁平板的內在質量。金屬熱處理是機械制造中的重要工藝之一,與其它加工工藝相比,熱處理一般不改變工件的形狀和整體的化學成分,而是通過改變工件內部的顯微組織,或改變工件表面的化學成分,賦予或工件的使用性能。其特點是工件的內在質量。為使金屬工件具有所需要的力學性能、物理性能和化學性能,除合理選用材料和各種成形工藝外,熱處理工藝往往是 的。鋼鋁是機械工業中應用廣的材料,鋼鋁顯微組織復雜,可以通過熱處理予以控制,所以鋼鋁的熱處理是金屬熱處理的主要內容。另外,鋁、銅、鎂、鈦等及其合金也都可以通過熱處理改變其力學、物理和化學性能,以獲得不同的使用性能。整體熱處理是對工件整體加熱,然后以適當的速度冷卻,以改變其整體力學性能的金屬熱處理工藝。鋼鋁整體熱處理大致有退火、正火、淬火和回火四種基本工藝。
退火:熱處理的退火種類:常見的退火工藝有:再結晶退火,去應力退火,球化退火, 退火等。退火的目的:主要是降低金屬材料的硬度,提高塑性,以利切削加工或壓力加工,減少殘余應力,提高組織和成分的均勻化,或為后道熱處理作好組織準備等。 退火和等溫退火, 退火又稱重結晶退火,一般簡稱為退火,這種退火主要用于亞共析成分的各種碳鋼和合金鋼的鑄,鍛件及熱軋型材,有時也用于焊接結構。一般常作為一些不重工件的終熱處理,或作為某些工件的預先熱處理。球化退火,球化退火主要用于過共析的碳鋼及合金工具鋼(如制造刃具,量具,模具所用的鋼種)。其主要目的在于降低硬度,切削加工性,并為以后淬火作好準備。去應力退火,去應力退火又稱低溫退火(或高溫回火),這種退火主要用來鑄件,鍛件,焊接件,熱軋件,冷拉件等的殘余應力。如果這些應力不予,將會引起鋼件在 時間以后,或在隨后的切削加工過程中產生變形或裂紋。淬火技術,我們淬火常用的冷卻介質是鹽水,水和油。鹽水淬火的工件,容易高的硬度和光潔的表面,不容易產生淬不硬的軟點,但卻易使工件變形嚴重,甚至發生開裂。而用油作淬火介質只適用于過冷奧氏體的穩定性比較大的一些合金鋼或小尺寸的碳鋼工件的淬火。
人工時效處理:人工時效即為將鑄鋁平臺加熱到較高溫度,并較短時間進行時效處理的時效處理工藝,稱為人工熱時效處理。
人工熱時效的優缺點:熱時效處理將鑄鋁平臺毛坯件由室溫緩慢、均勻加熱至550℃左右,保溫4-8小時,再嚴格控制降溫速度至150℃以下出爐。熱時效工藝要求是嚴格的,如要求爐內溫差不大于±25℃,升溫速度不大于50℃/小時,降溫速度不大于20℃/小時。爐內高溫度不許超過570℃,保溫時間也不易過長,如果溫度高于570℃,保溫時間過長,會引起鑄鋁平臺強度降低。如果升溫速度過快,鑄鋁平臺毛坯件在升溫中薄壁處升溫速度比厚壁處快的多,鑄鋁平臺毛坯件各部分的溫差急劇增大,會造成附加溫度應力。
如果附加應力與鑄鋁平臺毛坯件本身的殘余應力疊加超過強度 ,就會造成鑄鋁平臺毛坯件開裂。鑄鋁平臺熱時效如果降溫不當,會使時效效果大為降低,甚至產生與原殘余應力相同的溫度應力(二次應力),并殘留在鑄鋁平臺毛坯件中,從而破壞了已取得的熱時效效果。鑄鋁平臺毛坯件熱時效的優點是周期短、鑄鋁平臺尺寸穩定性較好、便于管理,缺點是一次性投資大、能耗高、成本高、溫度難以控制、勞動、環境污染嚴重。所以逐步被振動時效取代。